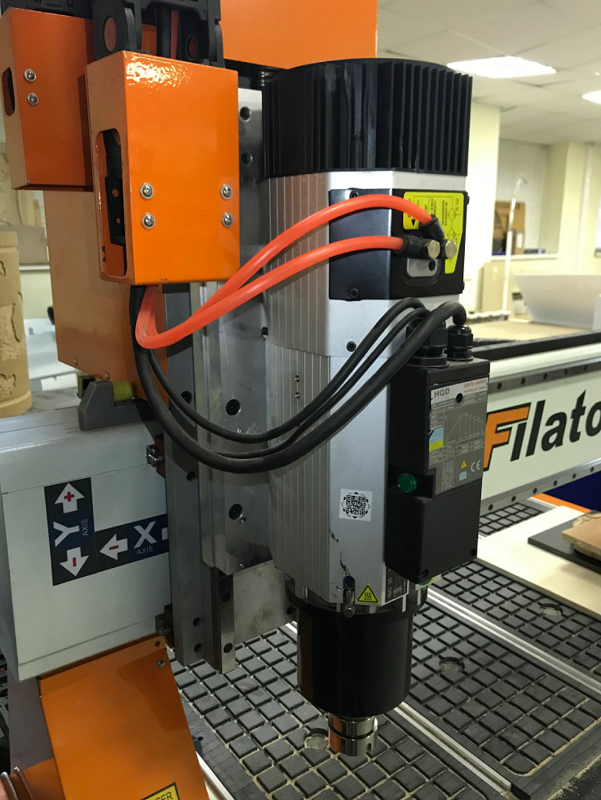
Фрезерно-гравировальный станок с ЧПУ Filato Optima 1325 ATV-E
Код товара: ЧП 402961
-
Акция действует при 100% оплате со сроком поставки от 2,5 месяцев





Китай
Другие модели:
Optima 2030 ATV-E
-
Мощность шпинделя9 кВт
-
Частота вращения шпинделя0 - 18 000 об/мин
-
Размер зоны обработки1300 x 2500 мм
-
Перемещение по оси Z300 мм
-
Тип смены инструментаАвтоматическая
-
Вес1000 кг
Модель
Optima 1325 ATV-E
ЧП 402961
В наличии
ЦЕНА
ЦЕНА ПО АКЦИИ
1 672 561 ₽
Условие
Скидка 10%
При 100% оплате
Поставка от 2,5 месяцев!
При 100% оплате
Поставка от 2,5 месяцев!
Размеры вакуумного стола, мм
1220 x 2440
Размер зоны обработки, мм
1300 x 2500
Перемещение по оси Z, мм
300
Тип рабочего стола
Комбинированный (вакуумный + Т-пазы)
Мощность шпинделя, кВт
9
Частота вращения шпинделя, об/мин
0 - 18 000
Тип охлаждения шпинделя
Воздушное
Тип инструментального патрона
ISO 30
Тип цанги
ER32
Макс. посадочный диаметр инструмента, мм
20
Тип смены инструмента
Автоматическая
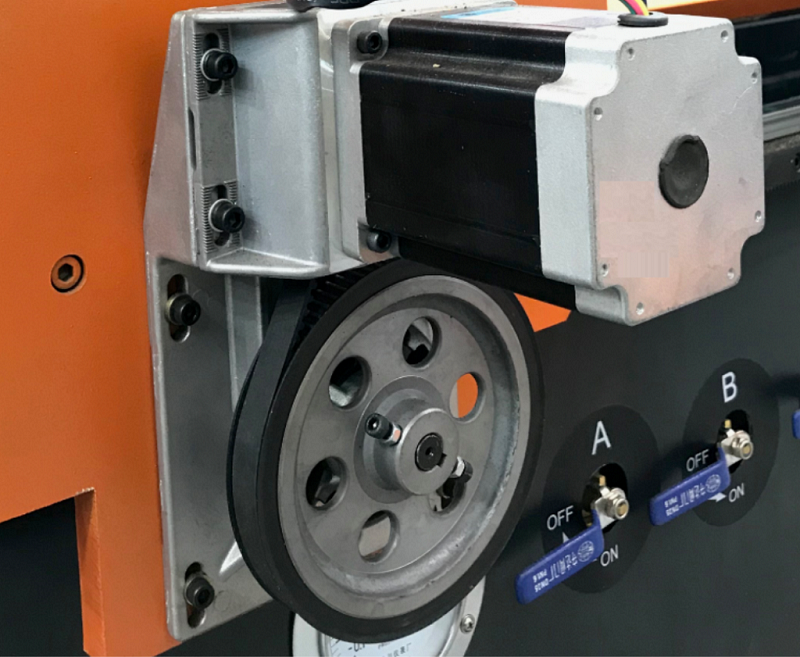
Тип передачи по осям X, Y
Шестерня, косозубая рейка
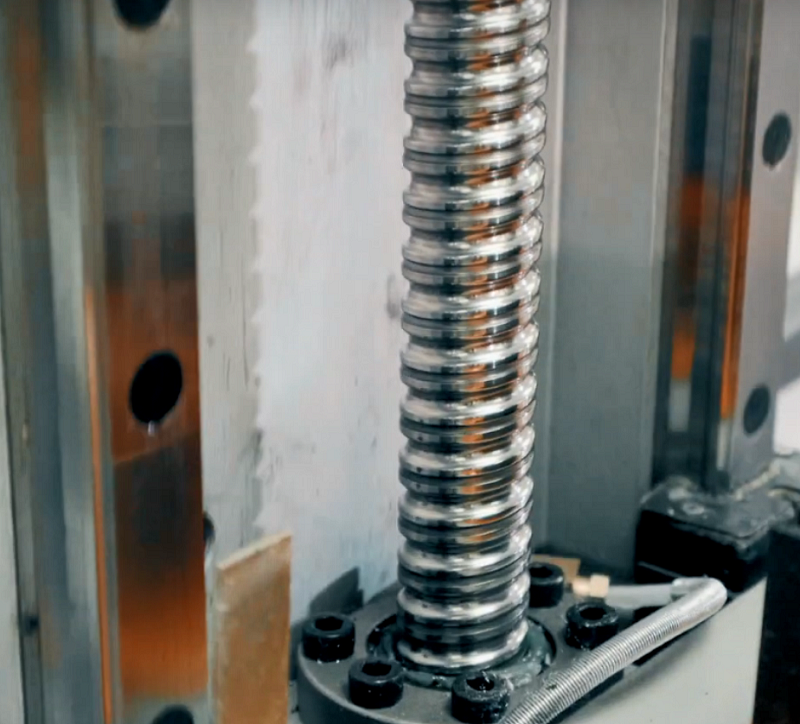
Тип передачи по оси Z
ШВП
Скорость рабочего хода, м/мин
0 - 15*
Скорость холостого хода, м/мин
0 - 25
Тип электродвигателей
Сервогибридный
Размеры рабочего стола, мм
1300 x 2500
Тип датчика калибровки инструмента
Автоматический
Система управления
NK105
Диаметр патрубка аспирации, мм
100
Рабочее давление в пневмосистеме, атм
8
Расход сжатого воздуха, л/мин
200
Напряжение, В
380
Частота тока, Гц
50 - 60
Общая установленная мощность, кВт
11,2
Длина, мм
3400
Ширина, мм
2200
Высота, мм
2300
Вес, кг
1000
Рассчитайте свой платеж
Стоимость оборудования
Первоначальный взнос
Срок лизинга
Наше предложение
Ежемесячный платеж:
₽
Переплата:
₽ / за 60 мес
Хотите выгодное предложение?
Оставьте заявку и мы подберем удобный тариф
Стоимость предмета лизинга и приведенные расчеты через
калькулятор являются предварительными. Для точного определения процентной ставки по договору,
пожалуйста, обратитесь к менеджеру в вашем регионе.
Отзывы 2
ООО ТИТАН МЕДИКАЛ
Хороший станок. Качественно выполняет заявленный функционал. В работе ни разу не возникло проблем, используем по мере необходимости. Есть небольшие пожелания по станку. Было бы здорово добавить электронное управление смазкой, как на станке побольше. А также добавить пиктограммы, для переключения кранов вакуумного стола.
22 апреля 2024
ИП Тучин Денис Анатольевич
Станок работает всю неделю. Обрабатываем фанеру и МДФ. В первую очередь обращали внимание при покупке на технические характеристики станка. Данный станок производит калибровку инструмента в автоматическом режиме, это уменьшает количества брака.
19 февраля 2024